Tudo sobre fio de solda de argônio

Saber tudo sobre o fio de solda argônio é o mesmo momento obrigatório para qualquer soldador, assim como a possibilidade de selecionar eletrodos, tipos e características de corrente. A escolha desse fio também não é tão fácil quanto parece. E sua aplicação pode representar uma série de armadilhas se não for feita corretamente.

Peculiaridades
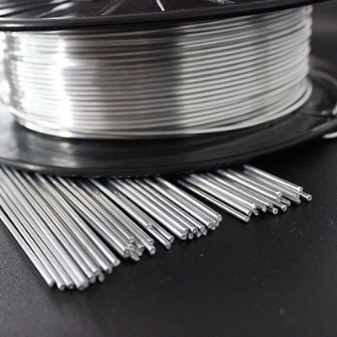
A principal característica de um fio de solda de argônio é a sua aparência. Na maioria dos casos, esses componentes são hastes de metal torcidas em bobinas. Você precisa inserir essas bobinas no mecanismo de alimentação. O próprio fio de entrada pode ter uma estrutura sólida ou oca. Também há produtos com respingos. O material aditivo deve ser exatamente igual ao material da peça de trabalho.
Todas as tentativas de quebrar essa regra não levam a nada de bom. O transporte da bobina é conveniente para uso industrial. No modo manual, o arame é alimentado na área de trabalho principalmente para trabalhos manuais. Em geral, a tecnologia não impõe quaisquer outros requisitos especiais.


Visualizações
O arame sólido é feito de metal puro. A composição de tais dispositivos não pode conter quaisquer impurezas; aditivos também não devem ser usados. Apesar de sua simplicidade, esses tipos de arame são mais amplamente usados por soldadores. São eles que são levados principalmente para soldagem em atmosfera de gás. O fio fluxado é praticamente inadequado para a soldagem de argônio, pois se destina especificamente a substituir a proteção externa contra gases por substâncias liberadas durante a fusão do pó.
O mais interessante é o item ativado. Ele combina as vantagens das soluções sólidas e em pó sem suas desvantagens. As diferenças também se aplicam ao tipo de materiais a serem soldados. O fio de enchimento para processamento de arco de argônio de metal ferroso é uma das opções mais comuns. A distribuição principal é a seguinte:
- O fio fluxado é forçado a ser usado para manipular aços carbono que são posteriormente tratados termicamente (embora essa geralmente não seja a melhor escolha);
- o alumínio é necessário para trabalhar com o alumínio (pode conter manganês, silício, magnésio e outras inclusões);
- fio de solda inoxidável - utilizado em trabalhos com ligas de aço com cromo ou níquel;
- banhado a cobre (usado principalmente na soldagem de peças com liga forte ou moderadamente ligada);
- aço liso (preferível para trabalhar com metais de liga leve).



O fio inoxidável é usado ativamente para soldar aço contendo cromo ou níquel. A saída deve ser uma costura de alta qualidade.
O aparecimento de fissuras é quase excluído, assim como a ocorrência de processos corrosivos. Ao usar fio inoxidável, a quantidade de respingos é minimizada. O arco funcionará de forma muito ativa e estável, e a vida útil da costura aumentará significativamente.
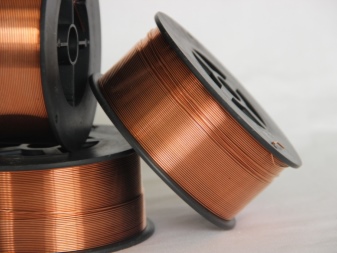
O fio folheado a cobre tem as mesmas propriedades positivas que a sua variedade de aço inoxidável. Além disso, também ajuda a economizar peças de mão, independentemente da máquina de solda utilizada. O fornecimento de fio revestido de cobre geralmente significa enrolá-lo em um cassete de plástico. As espessuras típicas variam de 0,6 a 1 mm. O arame folheado a cobre (por exemplo, SV-08G2S) facilita o reinício do arco de soldagem e ajuda a estabilizar sua combustão em qualquer modo. O produto alternativo ESAB é projetado para trabalhar com:
- aço ferramenta;
- ligas de aço utilizadas na construção naval;
- metal estampado;
- alumínio;
- ferro fundido.

O fio de aço simples para soldagem de argônio é aplicável em quase todas as áreas da produção industrial. Este consumível é classificado de acordo com um grande número de indicadores. Um papel muito importante, junto com a seção, é a resistência mecânica do material. Sua composição química exata também é importante - como sempre, quanto mais perto da peça, melhor e mais eficiente é o trabalho. Somente fios marcados com a abreviatura "Sv" podem ser usados, suas seções transversais variam de 0,03 a 1,2 cm.
O material de alumínio é exigido no manuseio de ligas de alumínio, onde a proporção de silício é limitada a 3%. O teor limite de cobre, neste caso, varia de 3 a 5%. Material de enchimento semelhante:
- garante maior resistência;
- dá a mesma cor que os próprios espaços em branco;
- não é inferior em resistência à corrosão às estruturas de alumínio.
Os aditivos de alumínio são procurados na fabricação de automóveis, embarcações fluviais e marítimas. Esse fio é usado de forma bastante massiva ao soldar estruturas em contato com água. Mas é importante entender que o alumínio puro não é usado na prática, ele sempre é misturado com outras substâncias - caso contrário, não é possível fornecer resistência suficiente.
Este momento também é típico para consumíveis de soldagem. No entanto, a participação dos aditivos não passa de 1%.



Escolha
O ponto principal são as manipulações que estão sendo realizadas. O fio projetado para soldagem de argônio em si não é adequado para corte (e vice-versa). Atenção deve ser dada ao diâmetro dos produtos. É bastante natural que quanto mais espesso o metal, maior deve ser o aditivo. Na maioria dos casos, é escolhido um fio com uma seção transversal de 3 mm.
É importante notar que componentes especiais de reforço podem estar presentes no arame de soldagem. As propriedades técnicas do produto dependem de sua quantidade e proporções. Também vale a pena prestar atenção à marcação do fio. Após as letras "Sv", existe um número que reflete a concentração de carbono. Além disso, metais adicionais são indicados se a concentração de metal for 0,99% ou menos.



Instruções de uso
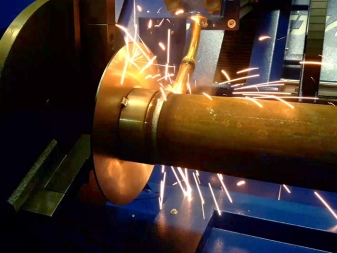
O fio de solda pode ser usado no modo automático ou semiautomático. O fornecimento de argônio deve ser estritamente sincronizado com o fornecimento do aditivo. Você também terá que usar um gravador especializado. O uso de corrente contínua com polarização direta é assumido. A operação em corrente alternada implica o uso de um oscilador, mas na prática, este tipo de manipulação é mostrado apenas quando se trabalha com pequenos tubos de paredes finas.
A soldagem manual de argônio às vezes também é praticada. O operador segura a tocha com uma mão e o fio com a outra. O último é alimentado na área de trabalho tão suavemente quanto possível. Este método requer uma mão firme e forte e um olho estável.
E mesmo sob tais condições, não é possível trabalhar por muito tempo e de forma estável, portanto, é altamente desejável usar pelo menos um dispositivo semiautomático.














O comentário foi enviado com sucesso.